






Нашата машина за гофрирани тръби с двойна стена може да се използва за множество цели.Може да произвежда гофрирани тръби с една стена, гофрирани тръби с двойна стена, перфорирани гофрирани тръби с двойна стена, тунелни антикристализиращи слепи тръби за проникване на вода, канали за свеж въздух за вътрешна декорация и бамбукови тръби.Можем да сменим формата.Много добре
Канал за свеж въздух, PE специална гофрирана тръба за смяна на въздуха, вятърна кутия, вентилационен маркуч, поддържаща вентилационна тръба
Система за свеж въздух гофрирана тръба 75/110PE тръба с двойна стена пластмасова тръба канал за свеж въздух климатик вентилационен маркуч
Система за свеж въздух двуслойна гофрирана тръба канал за свеж въздух PE тръба 75, 110, 160

PE тръба 75 въздуховод изпускателен маркуч PE тръба система за свеж въздух гофриран маркуч с двойна стена
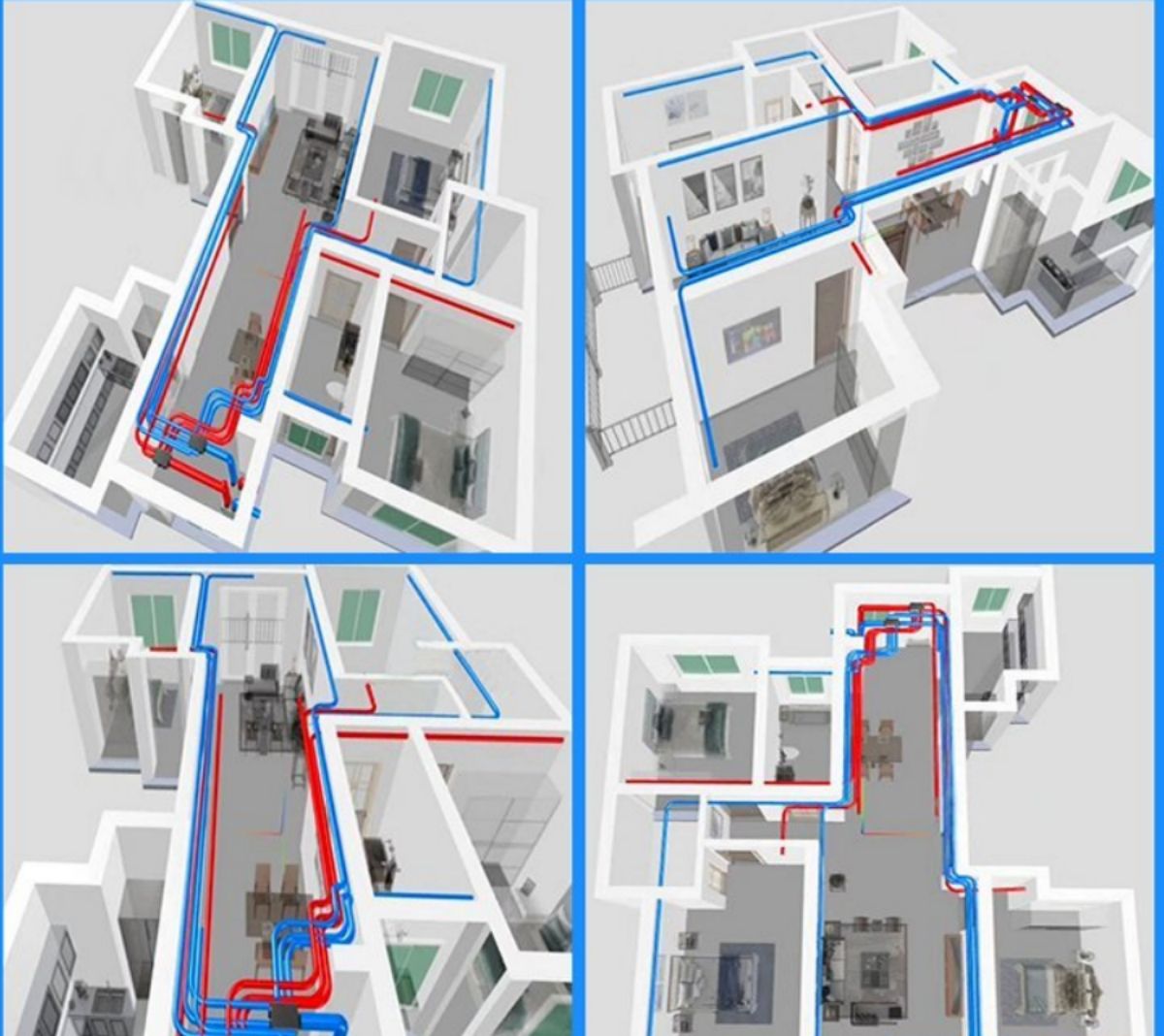
Системата за свеж въздух се основава на използването на специално оборудване от едната страна на запечатано помещение, за да изпрати свеж въздух в помещението и след това да го изхвърли навън чрез специално оборудване от другата страна.Вътре ще бъде оформено „поле за свеж въздух/поток“, за да се отговори на нуждите от свеж въздух в помещенията.Планът за внедряване е да се използват високо налягане на вятъра и вентилатори с голям поток, да се разчита на машини за подаване на въздух от едната страна към помещението и да се използва специално проектиран изпускателен вентилатор, който да го изхвърля навън от другата страна, за да се принуди образуването на свеж въздух/поле на потока в системата.При подаване на въздух, въздухът, който влиза в помещението, се филтрира, насища с кислород и се загрява предварително (през зимата).

Новото оборудване за въздуховоди се състои от: външна стена + вътрешна стена + машинна глава + матрица + формовъчна машина + машина за навиване
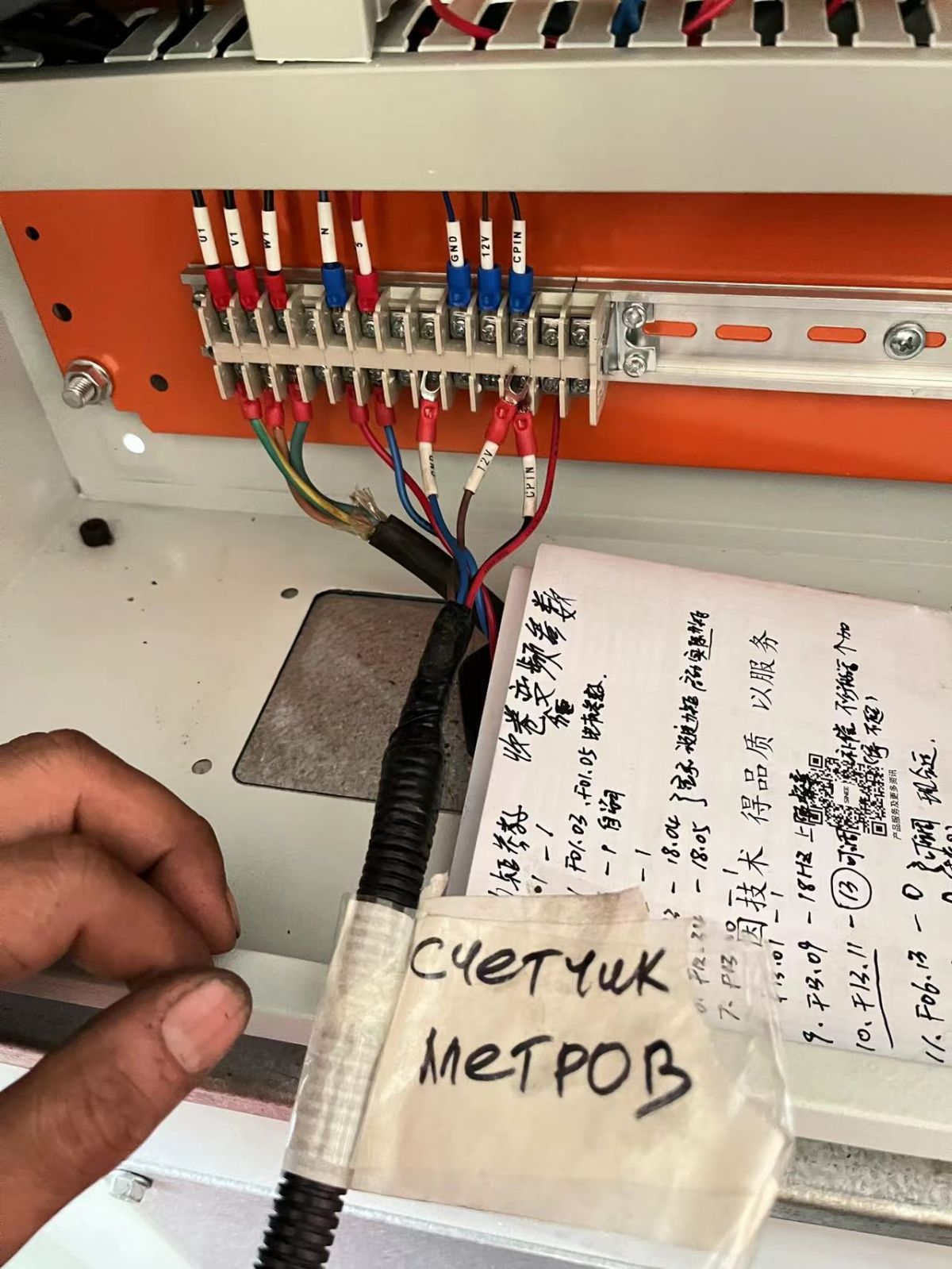
Препоръчва се клиентите да извършат общо заземяване и да изградят 6-метров меден проводник, за да свържат всички машини и да ги заземят едновременно.Машината за формоване и машината за навиване са 380V.Общата инсталирана мощност е 65 киловата, а реалното производство е 25 киловата (25 киловатчаса).
Препоръчва се разстоянието между машината за формоване и машината за навиване да е 6 метра
Разстоянието от хоста на външната стена до машината за формоване е 825 мм, а разстоянието от хоста на вътрешната стена до машината за формоване е 785 мм.
Когато измислихме едностенна гофрирана тръба, ние просто изключихме екструдера с вътрешна стена.
Можете също така да добавите телоподаващо устройство за стоманена тел, за да направите гофрирана тръба за захранващо окабеляване.Дупката за желязната тел трябва да бъде пробита във формата.Диаметърът на желязната тел не трябва да надвишава 1,0 мм.Използваната водна риза също трябва да се смени с куха двуслойна.


Екструдерът се нагрява до 200-220 градуса за 1,5-2 часа в зависимост от вида на материала.Четирите и петте зони на главата на машината са резервните зони.След като температурата достигне температурата, след като основната форма и формовъчната машина са намерили баланс, нивото на рамката на машинния инструмент е За да се уверите, че е точно, поставете нивото върху формата, за да го изравните.След изравняване не забравяйте да затегнете 12-те винта от лявата и дясната страна на формата.Ако не се нивелира, материалът няма да излезе и главата на машината ще се трие в формата.На машината за формоване има регулиращи винтове нагоре, надолу, наляво и надясно.
Когато нивелирате, трябва да сте сигурни, че е най-точно да избутате малко материал след предварително загряване и след това да намерите баланса.
Регулирайте отклонението на външната стена и след това използвайте кръг от големи винтове върху нагревателния колан на главата на машината.Коя страна на външната стена е по-дебела, коя е по-стегната и коя е по-хлабава;регулирайте отклонението на вътрешната стена и след това има 4 малки винта на матрицата, коя страна Коя страна е по-тънка?Вътрешната стена и външната стена са срещуположни.

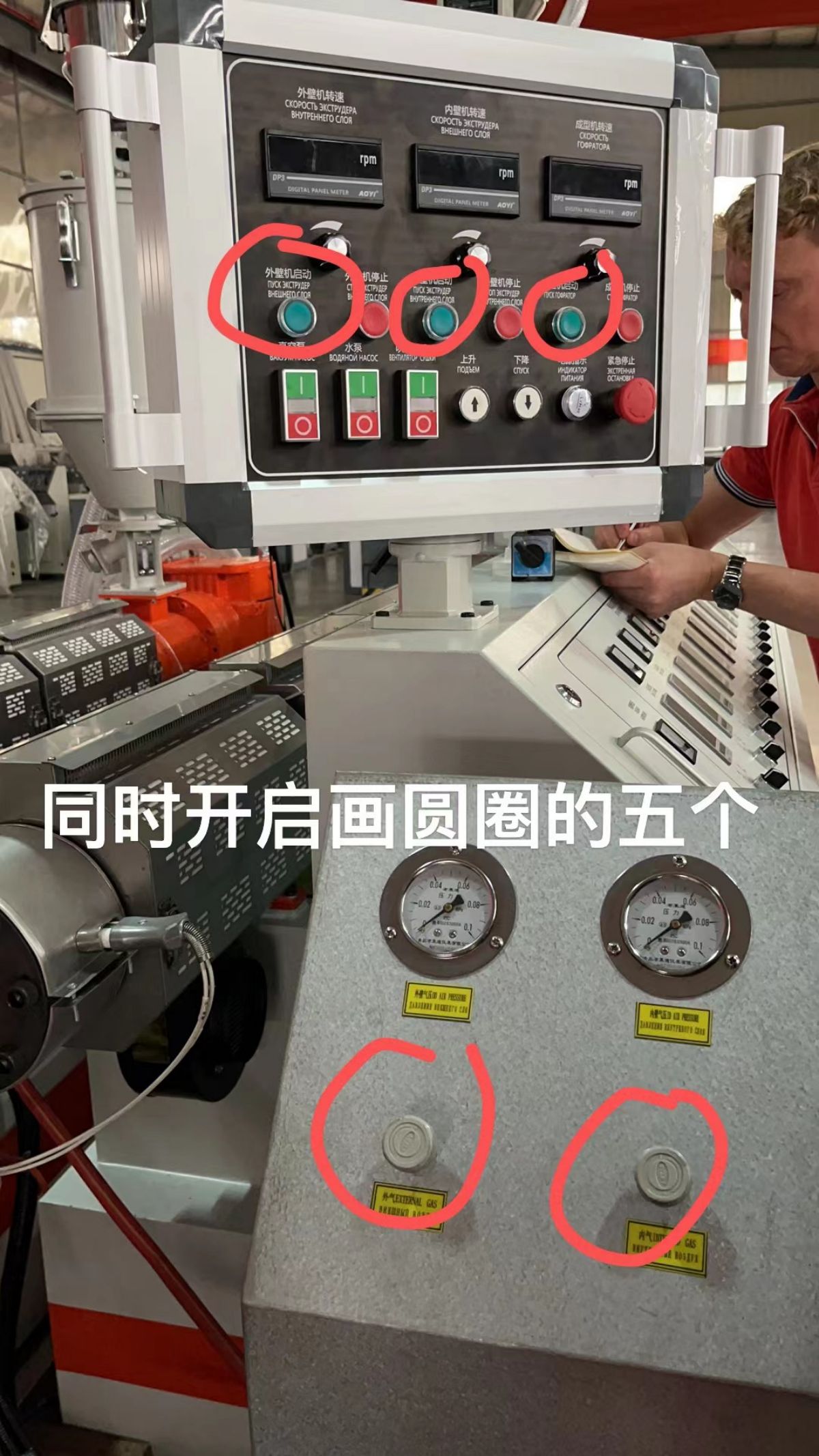
Стартирайте трите зелени бутона (външна стена, вътрешна стена и формовъчна машина на конзолната кутия).Скоростта на машината за външната стена започва от 272 - нормалната работа е 290 RPM, скоростта на машината за вътрешната стена е 265 - нормалната работа е 214 RPM, скоростта на машината за формоване е 614 RPM и скоростта на машината за формоване се ускорява по време на следващото производство.704RPM, токът на хоста показва 16A, което прави дебелината на стената по-тънка.Вътрешната стена не трябва да бъде много дебела, когато правите нов въздуховод, в противен случай вътрешната стена няма да има добра кривина.

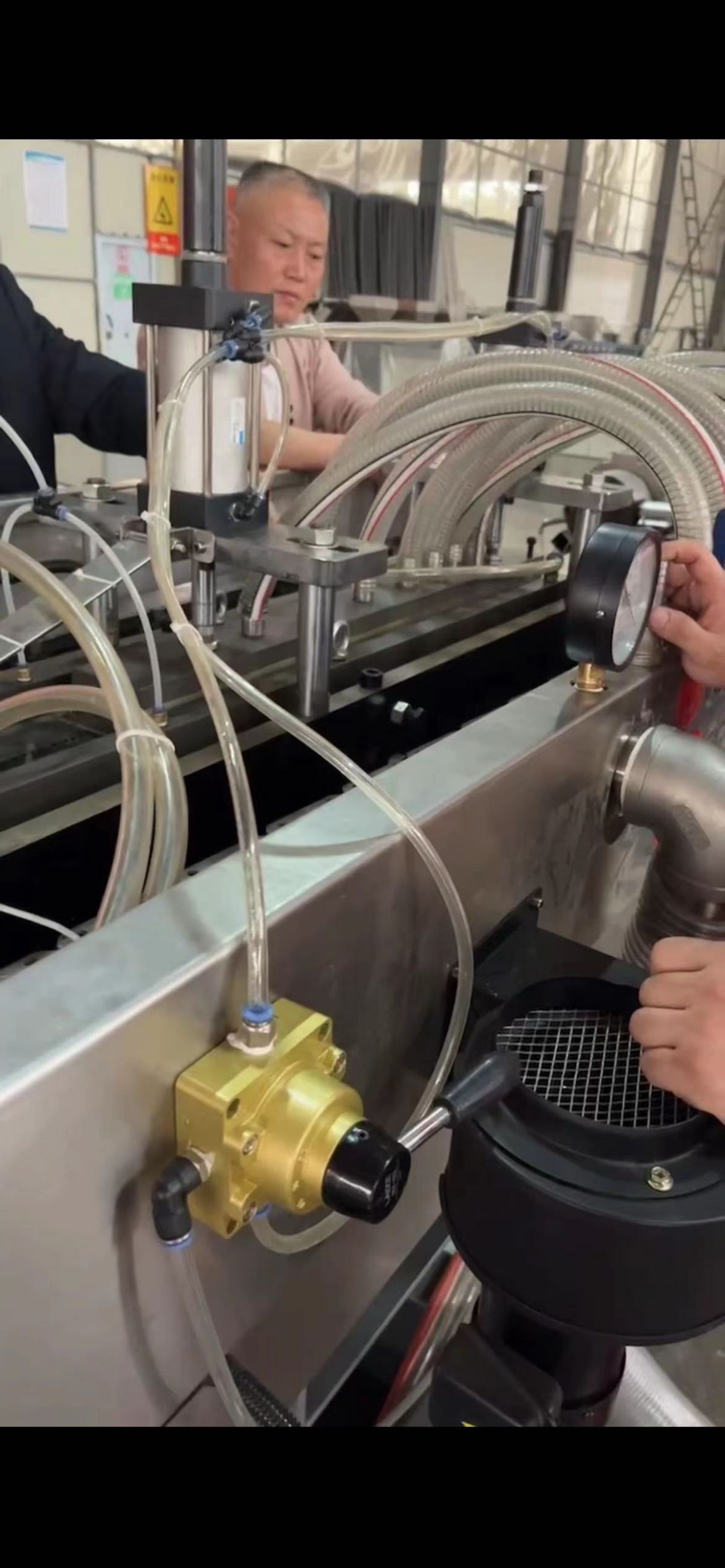
При едновременно включване на въздушното налягане на вътрешната и външната стена вътрешното налягане се препоръчва да бъде между 0,02-0,04, а външното налягане е подобно.Намерете точка на баланс.Тръбата на въздушната помпа трябва да е по-дебела, за да се осигури стабилно въздушно налягане.Вътрешният и външният манометър трябва да са стабилни и да не могат да се колебаят., в противен случай ще се отрази на гребена на вълната.Когато външната стена е тънка, не е необходимо да се използва вакуумна система.
Въздушният компресор с мощност 15kW може да захранва 4 линии.Препоръчително е да използвате въздушна тръба с диаметър 40 мм, 0,5-0,6 MPA.Налягането на вътрешната стена е по-голямо от налягането на външната стена, а вътрешният въздух е по-голям от външния въздух, тъй като на вътрешната стена има ъгъл R.Проверете работния ток при стартиране.Инверторът е включен и токът се показва, 50% 7042 и 50% 5502, вътрешната стена е 5 kg, външната стена е 12 kg, а външната стена е 2 до 3 пъти по-голяма от вътрешната стена.
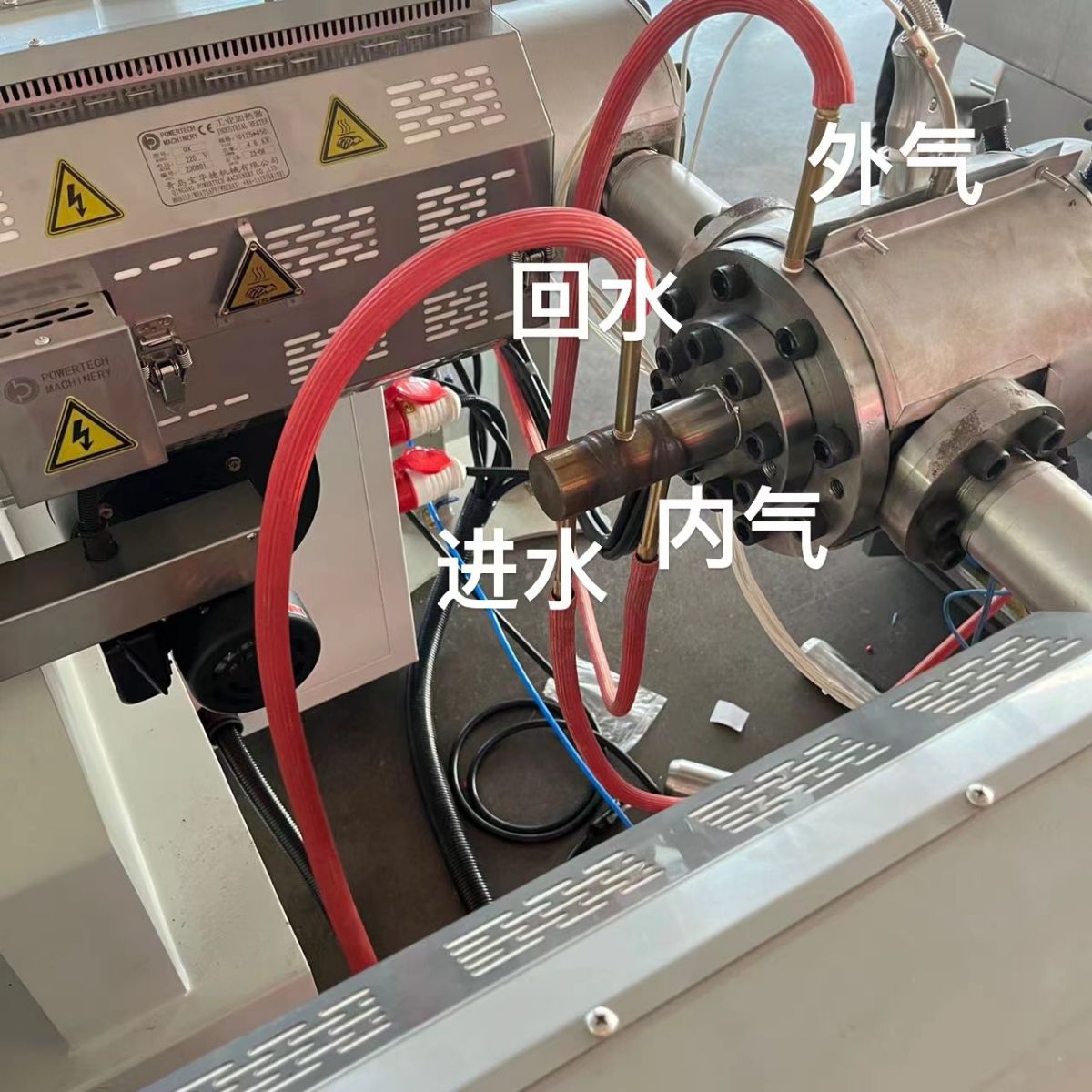
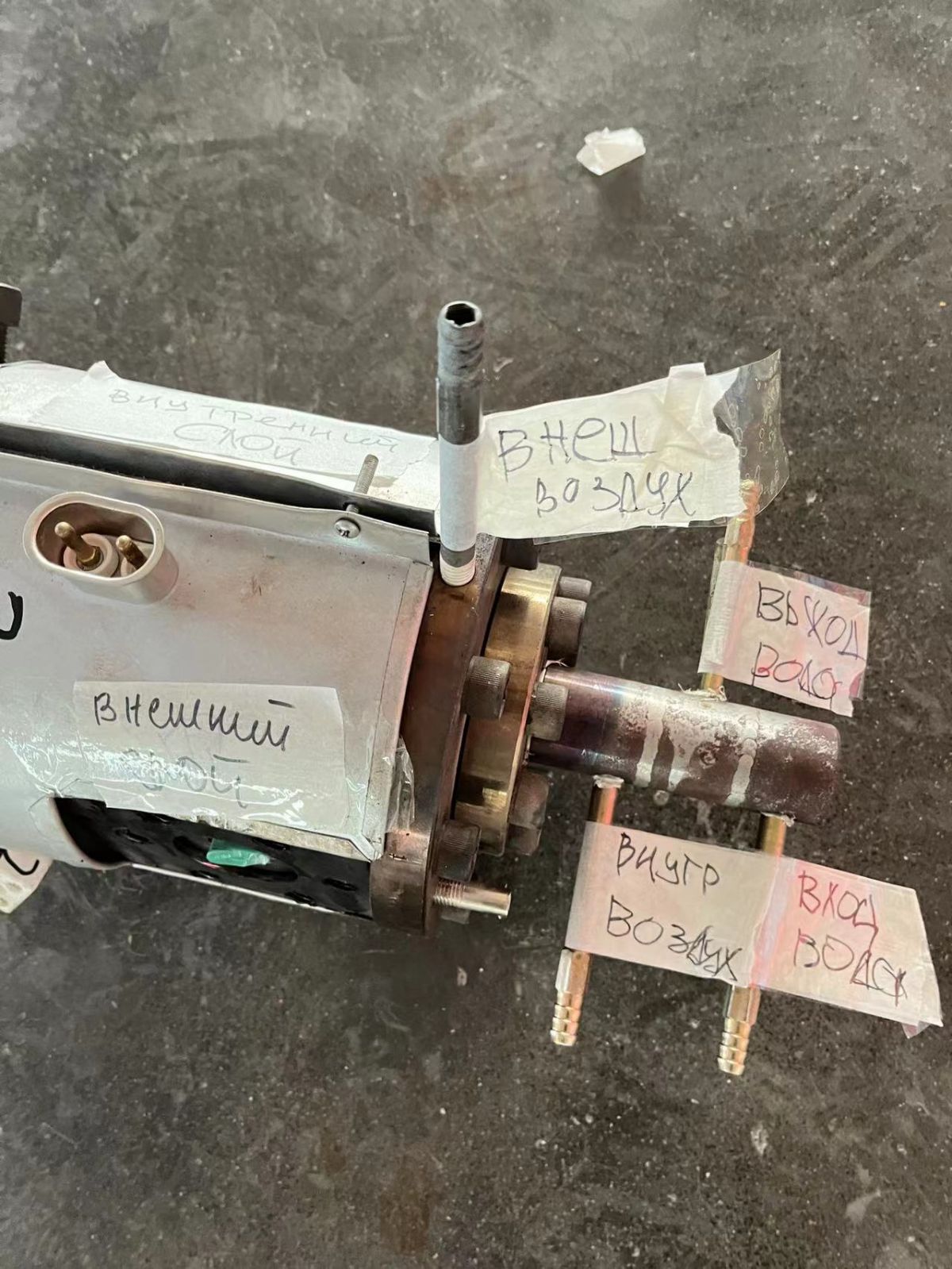
Отляво надясно върху пръта на сърцевината на матрицата в устието на матрицата са външният въздух, външната стена, вътрешният въздух и вътрешната стена.
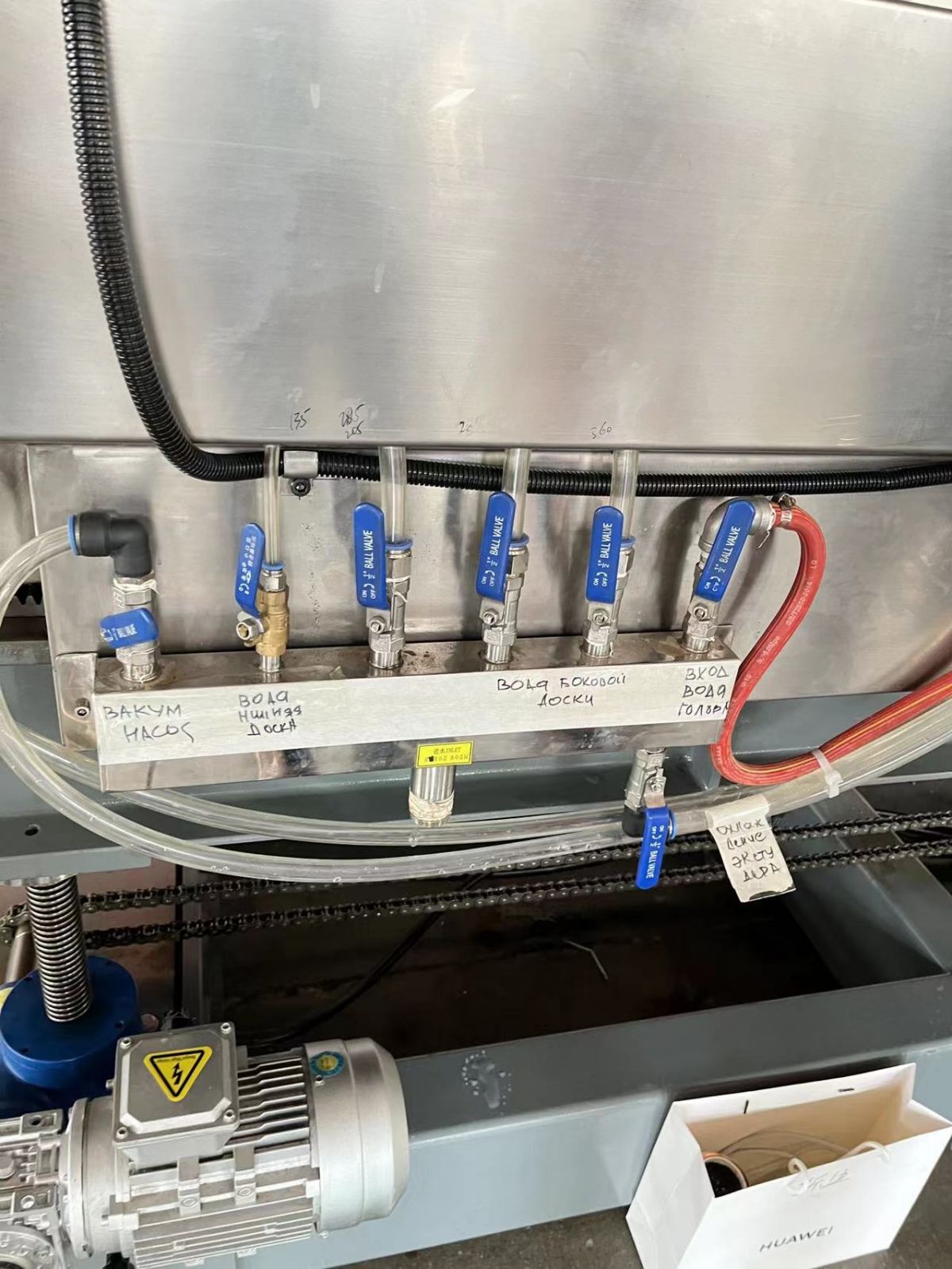
Отворете различни водни канали на формовъчната машина
Вакуумният манометър на формовъчната машина е около 0,08.Непосредствено вдясно е предпазният клапан на вакуумметъра.

Ако зеленият уплътнителен пръстен на водната риза е счупен, тя ще протече.Проверявайте и го сменяйте често.
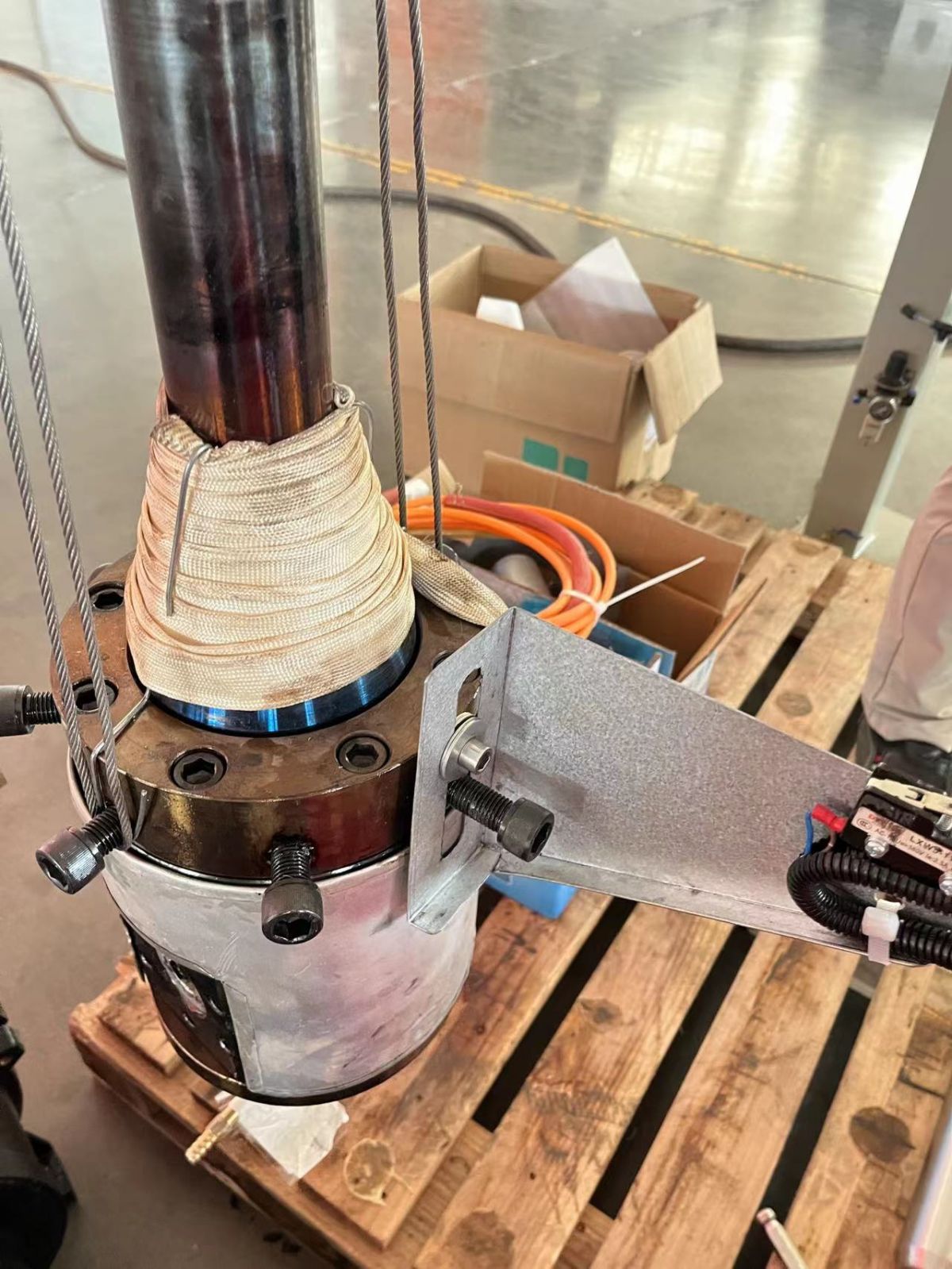
След като завъртите водната риза, отворете вентила на водната риза от най-дясната страна на формовъчната машина навреме, с отворена посока нагоре и надолу, за да предотвратите изгарянето на О-пръстена на водната риза от топлината от главата на машината .
Когато монтирате водната риза, я затегнете и я завъртете малко назад.Целта е водната риза да се подреди естествено нагоре, надолу, наляво и надясно.Когато формовъчната машина се доближи до водната риза, дръжте водната риза нагоре.
Матрицата на външната стена трябва да бъде подравнена с позицията на пресоващия цилиндър, с разстояние от 345 мм (както е показано на снимката)

Когато правите резервоар за вода, трябва да имате филтър и да използвате чиста вода.Вода с котлен камък ще блокира водната риза и водната помпа.


Стъпки за изключване:
Първо спрете основната машина, основните машини за външна и вътрешна стена, изчакайте материалът да излезе, след това спрете формовъчната машина и незабавно отстранете водната риза.Водната риза е студена и може да се завърти директно на ръка, след което да се затвори главният бутон на електрическия шкаф (хоризонтално хоризонтално).Захранването е изключено в посоки наляво и надясно и захранването е включено в посоки нагоре и надолу).Преди да стартирате машината следващия път, не забравяйте първо да загреете отново дорника на матрицата на главата на машината, в противен случай материалът ще се втвърди вътре.Ако не се нагрява, лесно ще се спука.
Вакуумната помпа може да се използва за чилъра, но водната помпа не е необходима.Просто е запазено.
Препоръчва се клиентите да извършат общо заземяване и да изградят 6-метров меден проводник, за да свържат всички машини и да ги заземят едновременно.Машината за формоване и машината за навиване са 380V.Общата инсталирана мощност е 65 киловата, а реалното производство е 25 киловата (25 киловатчаса).
При смяна на формата, бутон за повдигане, 70KG притискаща плоча

Време на публикуване: 16 октомври 2023 г